Engine Manufacturing process
Introduction
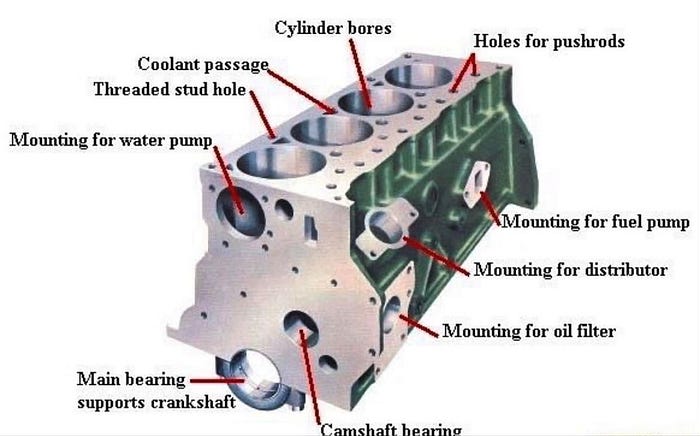
A car engine block ,commonly known as cylinder block, act as a structural framework or housing for all the essential components required for combustion.
As the engine block is the core component for any vehicle, it is designed for durability to tolerate high-temperature pressure. If the engine block is damaged, you are more likely to replace it since repairing can be a tough feat. However, if the damage is minimal, you can attempt to fix it through welding and sealant application.
Material used in engine block casting
In order to meet the above functional requirements the material used for manufacturing the product should contain many properties. They are, the material should contain high strength, modulus of elasticity, wear resistance, ability to withstand vibrations, and corrosion resistance.
High strength is mostly concerned in diesel engines because of their high compression ratios compared with petrol engines. In diesel engine its compression ratios are normally 17:1 or greater, but in petrol engine it is nearly 10:1. The material also should have low density to reduce its weight but with higher strength.
It should also have a low thermal expansion under high operating temperatures and also a good thermal conductivity to give out the heat in minimum time. When it come to the manufacturing process the material should have good machineability and castability to reduce the time and cost consumed.
Based on the above features the most widely used material are cast iron and aluminum alloys to manufacture the cylinder block. Cast iron alloys are used because they contain good mechanical properties, low cost, and availability compared with other metals. But certain aluminum alloys contain most of the characteristics of cast iron but with low weight. And also aluminum alloy casted engine block gives a good surface finish and high macinability compared with cast iron alloys. As the technology increases the engineers has found new materials such as graphite cast iron which is lighter and stronger than the grey cast iron mentioned above.
Manufacturing of engine Process
Mold Making
In the sand casting processors the widely used in engine block casting is green sand mold casting. The term green denotes the present of moisture in the sand mold .A combination of silica sand , clay and water are poured in to the one half of the aluminium block pattern with wood or metal frame.This process is repeated for the other half of the mold. Then both halves of the mold are removed from the pattern.
Core Making
Core making is the process which forms the interior part of the casting. The mold provides a space for the molten metal to go, while the core keeps the metal from filling the entire spaces. Cores can be used to extend mold projections to create extra mold sections, or to block out and create negative drafts.
The core has been painted to seal the gas formed during the casting process within the core and the pink colored ends are not painted to let the gas escape to the outside.Aluminium reinforcing rods are used to give more strength to the core These rods get melted due to the molten poured during casting.
Mold Arrangement
Then the water jackets and cylinder molds are arranged in the main mold as a one cube . The mold is then tightened using clamps to withstand the pressure of gravity when pouring molten metal.
Mold as a one cube
Now the mold is ready for the casting. The molten metal is poured in to the mold through the smaller front center hole which fills the mold from bottom back up to the top through the risers, which can be seen as 8 large holes. When the casting is cooling down the molten metal in the riser is drawn back down in to the casting .The riser act a main part in the casting process by supplying required molten metal during shrinkage.
Removed cast from Mold
The sand is removed by applying vibration on the casting. The casting has to be machined to get correct dimensions and smooth surfaces of the engine block.
Machining Process to get correct dimension
The rough aluminium cylinder block is done with surface grinding to get smooth surfaces in the head gasket and the faces where other components are fitted. Then the block is ready for the line boring of the main bearing bores. Bearing caps are fitted temporally for the line boring of the main bearing bores. Then in to the line boring of the crank and the cam shaft bearing housings. The boring bar contains multiple tools so in one operation all the boring operations are done. Therefore the boring bar is carefully positioned in the mold. After the boring has being finished the crank and cam shafts are fitted temporally to check the clearances at the bearings. Now the engine block is ready for the further fittings of crank, cam, cylinders, connecting rods, and valves.
Theory behind casting
Casting is a solidifying process which means solidification phenomena controls the most of the properties of casting. And most of the casting defects occur during solidification. Solidification occurs in two steps, they are nucleation and crystal growth. In nucleation stage solid particles are formed within the liquid and these solid particles have lower internal energy than the surrounded liquid. There for they go below the freezing temperature because of the extra energy required. Then again it get heated up to form crystal structures.
References
2 http://newengineeringpractice.blogspot.com/2011/08/engine-block-manufacturing-process.html
